
Düz oval borularXaç hissəsindəki düz oval (uzun ox, qısa ox 30-80mm) və çarpaz bölmə skewness və həddindən artıq burr kimi problemlər düzgün açıları kəsərkən baş verməyə meyllidirlər. Sonrakı qaynaq və ya montajın keyfiyyətini təmin etmək üçün dəqiq bir emal əldə etmək üçün peşəkar proseslər və alətlər tələb olunur.
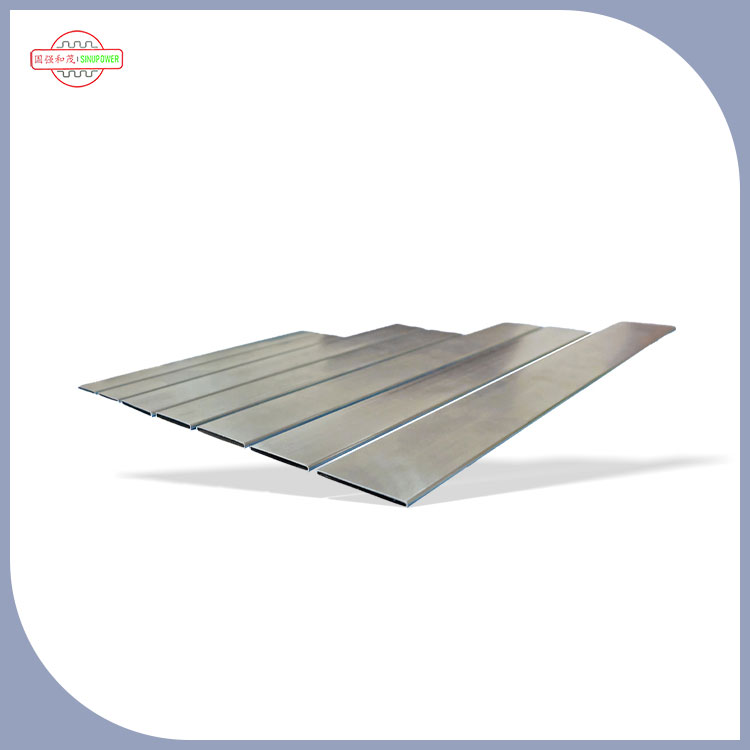
Kəsmə çətinliyi kəsişmə xüsusiyyətlərinə cəmlənmişdir. Düz oval boruların asimmetrik quruluşu ənənəvi bir ölçülü uyğunluq-bütün metodun düzgün bucağının düzgünlüyünü təmin etməyi çətinləşdirir. Kəsmə bucağı sapması 1 ° -dən çoxdursa, bud birgə boşluğu, qaynaq gücünə təsir edən, 0,5 mm-dən çox olacaqdır. Bundan əlavə, boru divarının qalınlığı (adətən 2-5 mm) qeyri-bərabər olduqda, yerli həddindən artıq istiləşmə və deformasiya baş verməyə meyllidir. Xüsusilə paslanmayan polad materialların emalında yüksək temperatur, sonrakı daşlama xərclərinin artırılması, oksid miqyasına səbəb olacaqdır.
Alət seçimi material və spesifikasiyalara uyğun olmalıdır. Aşağı karbon polad düz oval borular üçün, plazma kəsmə (cari 80-120a), 10-15mm / s kəsmə sürəti olan (cari 80-120a) tövsiyə olunur və bölmənin şaquli problemi 0.3mm / m-də nəzarət edilə bilər; Paslanmayan polad materiallar üçün lazer kəsmə (güc 500-1000w) üstünlük verilir, bu da intergranular korroziyasından qaçınmaq üçün istilik təsirlənən bir zona ilə, optik lifli, optik liflə ötürülən yüksək enerji lifi ilə təmassız emalı həyata keçirir. İncə divarlı borular (qalınlığı <3mm), dəqiq komponent emalı üçün uyğun olan ± 0.01mm dəqiqliyi ilə CNC tel kəsməsindən istifadə edə bilər.
Əməliyyat prosesi yerləşdirmə və parametrlərin parametrləri üzərində dayanır. Kəsmədən əvvəl, kəsmə xəttinin oxa (sapma ≤0.5 °), deformasiyanın qarşısını almaq üçün 5-10MPA-da armaturun sıxılma qüvvəsi ilə nəzarət altına alınması üçün boru armaturları qurğular tərəfindən düzəldilməsi lazımdır; Plazma kəsmə zamanı, nozzle boru divarından 3-5 mm məsafədə saxlanılır və qaz təzyiqi (hava və ya azot), qövs ayrılmasının qarşısını almaq üçün 0.6-0.8mPa; Lazer kəsmə diqqət mərkəzini divarın qalınlığına görə tənzimləmək lazımdır və qalın divarlı boruların diqqəti kəsmə nüfuzunu yaxşılaşdırmaq üçün boru divarının 1/3-ə qədər tənzimlənir.
Sonrakı emal son keyfiyyətə təsir göstərir. Kəsmədən sonra, çarpaz bölmə kobudluğu ra≤12.5μm etmək üçün burrları çıxarmaq üçün bir bucaq dəyirmanı (120 qritli bir çarxı olan) tələb olunur; Paslanmayan polad boruların paslanmasının qarşısını almaq üçün paslanmayan polad borular (10-15 dəqiqə ərzində azot turşusu həllində batırılmalıdır). Yüksək dəqiqlik tələbləri olan səhnələr üçün (məsələn, avtomobil işlənmiş boru montajı kimi), sağ bucaq sapması, ± 0,1 ° tolerantlıq standartına cavab verməsini təmin etmək üçün üç koordinat ölçmə cihazı tərəfindən aşkar edilməlidir.
F-də düzgün açıları kəsməklat oval borularhər iki avadanlıq performansına və proses təfərrüatlarına baxmağı tələb edir. Dəqiq yerləşdirmə, parametr optimallaşdırılması və sonrakı emal, hamar bir çapraz bölmə və boru kəməri bağlantısının möhürlənməsi və struktur gücünün əsas zəmanəti təmin edərək dəqiq bir açıma effekti ilə nail olmaq olar.