
Sinupower necə araşdırırDüzbucaqlı borularhəndəsə və material reaksiyasının aşağı axın tətbiqlərində dəqiqliyə və struktur etibarlılığına birbaşa təsir etdiyi müasir istehsal mühitlərində kəsmə, qazma və qaynaq prosesləri zamanı davranın.
İstehsalat emalatxanalarında düzbucaqlı içi boş profillər tez-tez sadə struktur elementləri kimi qəbul edilir, lakin reallıq daha nüanslıdır. Onların düz səthləri, iti küncləri və dəyişən divar qalınlığı davranışı dairəvi profillərlə müqayisədə unikal çətinliklər yaradır. Hər bir mərhələ - kəsmə, qazma və qaynaq - ölçü dəqiqliyini və funksional sabitliyi qorumaq üçün gərginlik, istilik və deformasiyaya diqqətli nəzarət tələb edir.
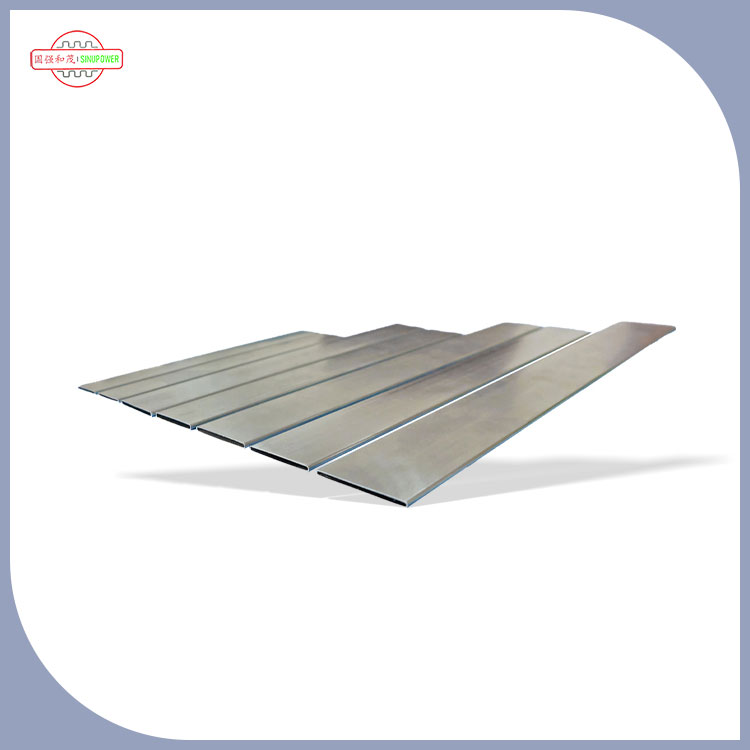
Düzbucaqlı Borular, yerin səmərəliliyi və yük paylanmasının vacib olduğu sistemlərdə geniş istifadə olunur. Bununla belə, onların həndəsəsi xüsusilə künclərdə qeyri-bərabər gərginlik konsentrasiyası nöqtələri yaradır.
Qüvvələrin əyrilik boyunca bərabər paylandığı dəyirmi borulardan fərqli olaraq, düzbucaqlı profillər gərginliyi kənarlar boyunca cəmləşdirir. Bu xüsusiyyət, mexaniki qüvvə və istilik girişinin düzgün idarə edilmədiyi təqdirdə struktur bütövlüyünü dəyişə biləcəyi istehsal prosesləri zamanı xüsusilə vacibdir.
Düzbucaqlı forma üç əsas mühəndislik effektini təqdim edir:
- Künc gərginliyinin gücləndirilməsi
- Qaynaq zamanı qeyri-bərabər istilik paylanması
- İstiqamətdən asılı sərtlik
Bu təsirlər hər bir istehsal addımının necə planlaşdırıldığına və yerinə yetirilməsinə təsir göstərir.
Kəsmə, Düzbucaqlı Boruların həndəsədən asılı davranış göstərməyə başladığı ilk addımdır. Mexanik mişarlardan, aşındırıcı sistemlərdən və ya termal kəsmə üsullarından istifadə etməsindən asılı olmayaraq, material künclərə qarşı düz səthlər boyunca fərqli reaksiya verir.
Mexanik kəsmədə:
- Düz səthlər bıçaqla sabit təmasda olmağa imkan verir
- Künclər vibrasiya sünbülləri əmələ gətirir
- Kənar çıxışlarda buruq əmələ gəlmə ehtimalı daha çoxdur
Düzbucaqlı hissələrin sərtliyi kəsici qüvvələrin bərabər şəkildə udulmaması deməkdir, təhrifdən qaçmaq üçün idarə olunan qidalanma sürəti tələb olunur.
Termal üsullardan istifadə edildikdə, lokallaşdırılmış istilik boru divarı boyunca genişlənmə fərqlərini təqdim edir. Düzbucaqlı həndəsə çoxlu istilik yollarına malik olduğundan, istilik qeyri-bərabər şəkildə yayılır, bəzən soyutma balanslaşdırılmazsa, yüngül əyilmələrə səbəb olur.
Qazma alət qüvvəsi və material həndəsəsi arasında ən maraqlı qarşılıqlı təsirlərdən birini təqdim edir. Düz üzləriDüzbucaqlı borularalətin sabit daxil olmasına icazə verin, lakin qazma daxil olduqda daxili gərginliyin paylanması dəyişir.
Qazma zamanı:
- Düz səth dəstəyi sayəsində ilkin təmas sabitdir
- Orta nüfuz çip yığılma zonaları yaradır
- Çıxış mərhələsi tez-tez deformasiya riski yaradır
Çıxış tərəfi xüsusilə həssasdır, çünki material dəstəyi azalır, bu da potensial burr meydana gəlməsinə və ya deşiklərin bir qədər ovallaşmasına səbəb olur.
Qazma irəlilədikcə gərginlik boru divarları boyunca yenidən paylanır. Künclər qalınlıqdan və materialın tərkibindən asılı olaraq stressi udmaq və ya əks etdirə bilər. Bu, qazma ardıcıllığını həm yem nəzarətindən, həm də soyutma strategiyasından asılı edir.
Qaynaq düzbucaqlı boruların ən mürəkkəb fiziki reaksiyasını göstərdiyi yerdir. İstilik girişinin və həndəsi məhdudiyyətin birləşməsi lokallaşdırılmış genişlənmə, büzülmə və qalıq gərginliyin formalaşmasına gətirib çıxarır.
İstiliyin daha hamar yayılmasına imkan verən dairəvi hissələrdən fərqli olaraq, düzbucaqlı profillər qaynaq tikişləri və künclər boyunca istilik enerjisini cəmləşdirir. Bu yaradır:
- Qeyri-bərabər soyutma dərəcələri
- oynaqların yaxınlığında lokallaşdırılmış təhrif
- Kenarlar boyunca qalıq gərginliyin yığılması
Qaynaqlanmış sahə soyuduqca, daralma qüvvələri düz panellər arasında qeyri-bərabər şəkildə çəkilir. Bu, idarə olunan ardıcıllıqla balanslaşdırılmasa, yüngül əyilməyə və ya açısal təhrifə səbəb ola bilər.
| Proses Mərhələsi | Əsas Çağırış | Düzbucaqlı Boru Davranışı | Nəzarət Fokus |
| Kəsmə | Kənar vibrasiyası | Künclərdə stress konsentrasiyası | Yem sabitliyi |
| Qazma | Çıxış deformasiyası | Qeyri-bərabər stresdən azad olmaq | Dəstək və soyutma |
| Qaynaq | Termal təhrif | Küncdə istilik yığılması | İstilik balansı |
| Post-emal | Ölçü korreksiyası | Qalan stresin rahatlaşması | Hizalanmaya nəzarət |
Bu müqayisə hər bir mərhələnin müstəqil idarə edilməli olan müxtəlif mexaniki və istilik reaksiyalarını necə təqdim etdiyini vurğulayır.
Düzbucaqlı Boruların davranışı təkcə həndəsədən deyil, həm də materialdan asılıdır. Alüminium, mis ərintiləri və polad əsaslı strukturların hər biri mexaniki və istilik girişlərinə fərqli reaksiya verir.
Alüminium əsaslı profillər:
- Yüksək istilik keçiriciliyi
- Qaynaq zamanı daha sürətli istilik yayılması
- Həddindən artıq qızdırıldıqda lokallaşdırılmış deformasiyaya daha çox meyllidir
Polad əsaslı profillər:
- Daha yüksək struktur sərtliyi
- Daha yavaş istilik yayılması
- Qazma nəticəsində yaranan deformasiyaya daha yaxşı müqavimət
Material seçimi struktur sabitliyinə xələl gətirmədən hər bir istehsal addımının nə dərəcədə aqressiv şəkildə yerinə yetirilməsinə təsir göstərir.
Kəsmədən sonra səthin keyfiyyəti istehsala nəzarətin vacib göstəricisidir. Düzbucaqlı həndəsə unikal səth davranışını təqdim edir:
- Düz üzlər daha hamar kəsik xətlərini saxlayır
- Künclərdə tez-tez mikro çiplər görünür
- Burr əmələ gəlməsi çıxış kənarlarında cəmləşməyə meyllidir
Ardıcıl kənar keyfiyyətini saxlamaq üçün alət kəskinliyini, qidalanma sürətini və vibrasiya nəzarətini balanslaşdırmaq lazımdır.
Yüksək dəqiqlikli tətbiqlərdə, sonrakı istehsal mərhələlərindən əvvəl kənar həndəsəni sabitləşdirmək üçün tez-tez ikincil bitirmə istifadə olunur.
Düzbucaqlı Boruların hazırlanmasında əsas problemlərdən biri düz səthlər boyunca çuxurların düzülməsini təmin etməkdir.
Dəqiqliyə təsir edən amillər:
- Boru divarının qalınlığının dəyişməsi
- Yük altında alətin əyilməsi
- Davamlı qazma zamanı istilik yığılması
Materialın termal bərpasına imkan vermədən ardıcıllıqla bir neçə delik qazıldıqda səhv hizalanma ehtimalı daha yüksəkdir.
Qaynaq strategiyası təhrifi minimuma endirməkdə həlledici rol oynayır. Düzbucaqlı həndəsə təbii genişlənmə yollarını məhdudlaşdırdığından, istilik idarə olunan ardıcıllıqla paylanmalıdır.
Ümumi sabitləşdirmə yanaşmaları:
- Alternativ qaynaq istiqamətləri
- Qısa seqmentli qaynaq keçidləri
- Nəzarət olunan soyutma intervalları
Bu üsullar uzun kənarlar boyunca qalıq gərginliyin yığılmasını azaldır.
İstehsal zamanı düzbucaqlı borular üç əsas təhrif növü ilə qarşılaşa bilər:
- Künclərdə bucaq deformasiyası
- Termal büzülmə səbəbindən düz səthin əyilməsi
- Qeyri-bərabər qaynaq ardıcıllığından burulma bükülməsi
Hər bir növ istehsalın fərqli bir mərhələsi ilə əlaqələndirilir və məqsədyönlü düzəliş üsullarını tələb edir.
Müasir emalda əsas anlayış ondan ibarətdir ki, kəsmə, qazma və qaynaq müstəqil addımlar deyil. Hər bir mərhələ sonrakı mərhələyə təsir edir.
Məsələn:
- Kəsmə nəticəsində yaranan mikro gərginlik qazma sapmasını gücləndirə bilər
- Qazma istiliyinin yığılması qaynaq sabitliyinə təsir edə bilər
- Qaynaq təhrifi son ölçü dəqiqliyini dəyişə bilər
Bu bir-biri ilə əlaqəli davranış prosesin planlaşdırılmasını isteğe bağlı deyil, vacib edir.
Mühəndislik baxımından, Düzbucaqlı Borular istehsal zamanı məhdud enerji sistemləri kimi davranır. Mexanik qüvvə, istilik girişi və struktur həndəsə davamlı olaraq qarşılıqlı təsir göstərir.
Hər bir prosesi ayrı-ayrılıqda müalicə etmək əvəzinə, müasir istehsal yanaşmaları aşağıdakılara diqqət yetirir:
- Boru strukturu boyunca gərginliyin xəritəsi
- Qaynaq zamanı istilik axınının proqnozlaşdırılması
- Kəsmə və qazma zamanı vibrasiyaya nəzarət
Bu inteqrasiya olunmuş görünüş mərhələlər üzrə kumulyativ deformasiyanı azaltmağa kömək edir.
Düzbucaqlı profillər ümumiyyətlə kompakt struktur dəstəyi və istiqamətli yük paylanması tələb edən sistemlərdə istifadə olunur, məsələn:
- İstilik mübadiləsi qurğuları
- Struktur çərçivə sistemləri
- Qapalı maye kanalları
- Modul mexaniki dayaqlar
Bu mühitlərdə istehsal dəqiqliyi sistemin sabitliyinə və uzunmüddətli performansa birbaşa təsir göstərir.
Kəsmə, qazma və qaynaq zamanı Düzbucaqlı Boruların davranışı həndəsə, material xüsusiyyətləri və proses enerjisi arasındakı qarşılıqlı əlaqə ilə idarə olunur. Hər bir mərhələ struktur bütövlüyünü və ölçü uyğunluğunu qorumaq üçün idarə edilməli olan fərqli mexaniki və istilik problemləri təqdim edir.
Bu çərçivədə,Sinupower Heat Transfer Tubes Changshu Ltd.nin istehsal dinamikasını araşdırmağa davam edirDüzbucaqlı borularboruların dəqiq emalı və istilik ötürmə komponentlərinin inkişafı ilə bağlı daha geniş tədqiqatın bir hissəsi kimi.